IAG 750 EJ20 Closed Deck Case - 11mm H.S.M. - For Subaru WRX, STI, FXT & LGT
IAG-ENG-C755BH
 | Secure Transaction |

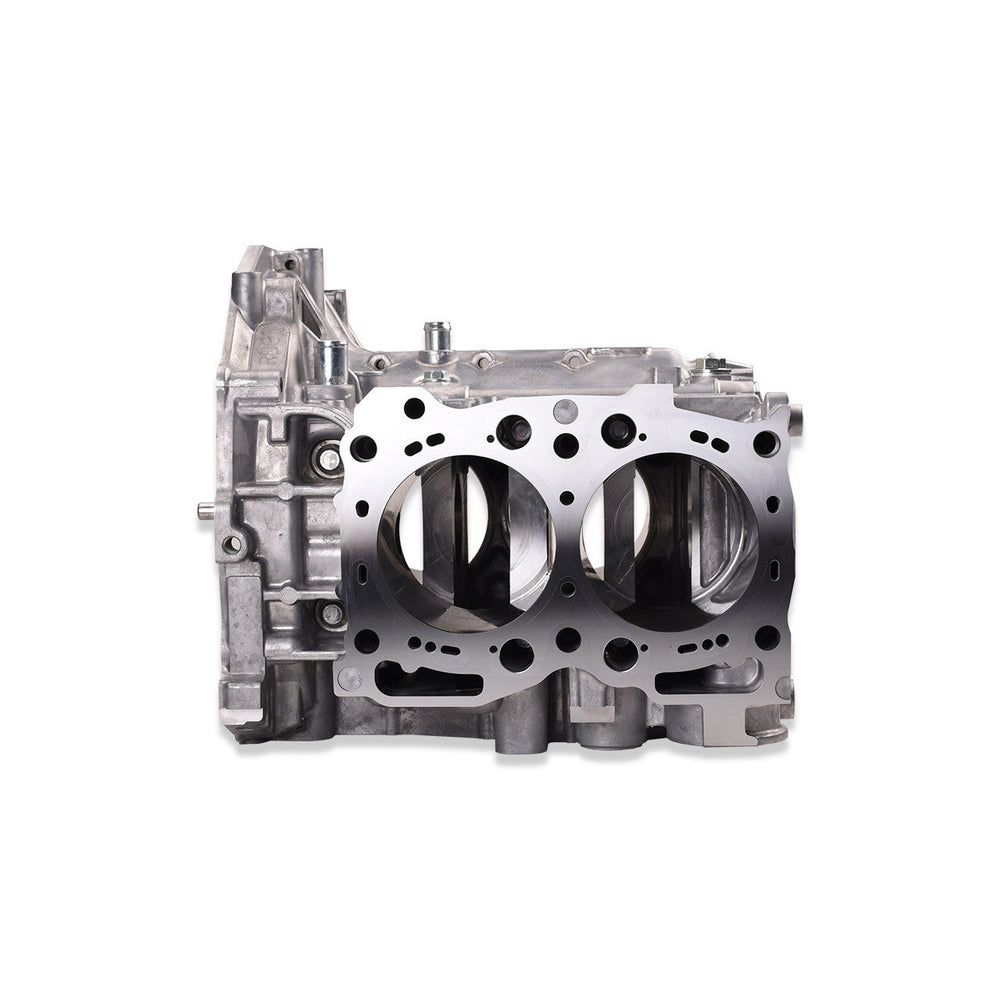
It's no secret that the OEM Subaru case halves, or "block," aren't exactly the strongest. IAG has developed a process to greatly improve the strength of the OEM Subaru EJ20 Case Halves to combat the effects of high cylinder pressures brought on by increased power and boost. Our proprietary "Closed Deck" System works by supporting the top of the cylinder in the weakest areas and prevents movement and expansion which can lead to cracks and failures. Despite the additional material supporting the cylinder walls, there is no concerns with overheating or coolant flow because the area around the middle of the cylinder still maintains the same coolant area. The custom IAG closed deck inserts are machined with holes for oil and coolant to pass through the same as stock. If you're one of those people who prefer to do your own builds we now offer our legendary closed deck case halves for purchase separately. Simply install your crank, rods, and pistons to your own specifications and be confident that the case halves will take the power and prevent common cylinder wall failures.
THE IAG CLOSED DECK PROCESS
The IAG Closed Deck conversion is performed 100% in-house by our engineers and experts using state-of-the-art equipment. The IAG Closed Deck starts with a new OEM EJ20 bare case. The case is loaded and fixtured to a 4th axis rotary indexer in our Haas VF4-SS CNC Vertical Machining Center. It is supported by the main journals using a precision ground 2-inch bar and tailstock which ensures the datum is the main journals. This method gives us a true reference point to perform all machining operations. A Rennishaw probe is utilized to check that the case is fixtured true, and once confirmed the machining process begins.
Once the case is fixtured, the first step is to mill out 12 pockets for CNC inserts. Rather than attempting to install inserts into an inconsistent cast case, the pockets are milled out to exact dimensions creating a consistent area that accepts our precision inserts. Once the pockets are machined, the case is removed from the mill and placed into a block oven at a low temperature. Our pre-machined closed-deck inserts are simultaneously chilled using dry ice. When the case and inserts have reached our desired temperature, they are moved into our install station, which holds the block and lightly presses the inserts into position on one side of the deck surface. This process is repeated on the other side and then the partially completed case is moved to a cooling rack. In the next step of our process, the case is loaded and fixtured back into the VF-4SS after reaching room temperature. During this stage, the flanges left from machining the inserts are milled close to the case deck surface. Features such as coolant passages and case bolt access positions are machined. Finally, each deck surface is machined true and flat using a Poly Crystal Diamond insert.
SPECIALLY DESIGNED INSERTS
Our machining process converts the semi-open deck to a complete closed deck and features the use of cast insert material that closely matches the metallurgy of the aluminum case material in a factory Subaru EJ engine block. By using a similar cast material (rather than billet), we ensure that during expansion and contraction the materials grow and shrink at similar rates, which is vital for maintaining roundness within the top of the bore. The outer inserts are machined from ¾" cast material and the inner inserts from 1-inch cast material. Once the deck is surfaced, the result is a true ½ inch finished outer insert thickness and true ¾ inch finished inner insert thickness.
FINAL BORE AND HONE
Every IAG Closed Deck case must be bored and honed after the closed deck process. During the closed deck process the cylinder walls become slightly distorted and an overbore must be performed to the correct this distortion and prepare the block to accept new pistons. EJ25 Case Halves must use 99.75mm pistons and EJ20 Case Halves must use 92.5mm pistons. IAG offers the Bore and Hone service with each of our closed deck case halves. When selected the case half set is fitted with custom deck plates and bored and honed in our state-of-the-art Sunnen SV-30 Computer Controlled Cylinder Hone.
YOU MUST PURCHASE OR SEND IN YOUR PISTONS FOR MEASUREMENT AND SIZING IF YOU SELECT THE BORE AND HONE OPTION.
Includes:
- (x1) IAG 750 Closed Deck Converted Case Halves (Using brand new EJ20 Case / Stock Bore 92mm) *92.5mm Bore and hone additional and required before final assembly!
- (x1) Machined for OEM 11mm Head Studs
Power: The IAG 750 Closed Deck Case has a power output rating of 750 BHP
Availability: Built in the Order Received unless in stock and ready to ship
Review pages below for additional information: